焊接機器人防止焊接氣孔產生的5大常見控制措施
發布日期:2022-08-31 14:53 ????瀏覽量:
1)焊接機器人焊接時,注意焊槍的角度。
在蓋面層施焊前,立焊段填充層過低或過高時,要進行修整,達到填充層焊縫的高度低于母材約0.5~1.0mm后,方可進行下道工序的焊接。
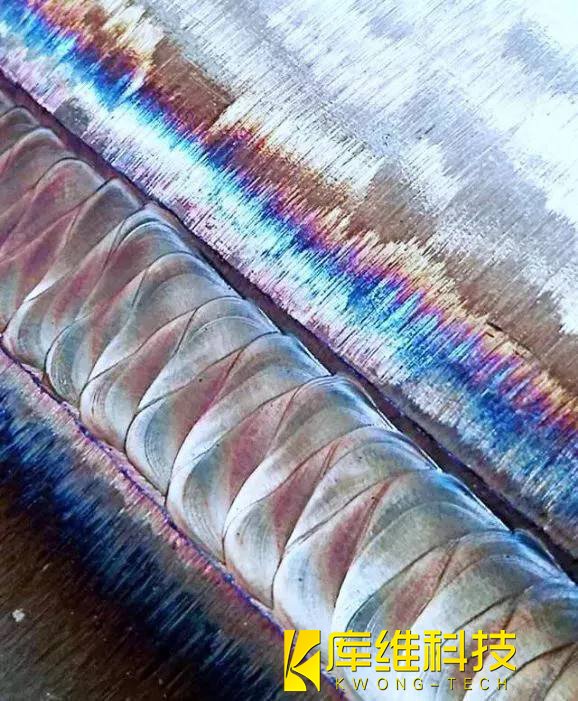
2)焊接過程中盡可能控制好焊絲的伸出長度。
使用捷恩特自保護藥芯焊絲為堆焊材料時,焊絲伸出長度為 15~20mm,過短會造成導電嘴前端氧化金屬飛濺堆積過快;過長會使電弧電壓降低,影響焊接質量。另外,要注意焊前檢查及清理導電嘴。
3)各焊道層之間的焊縫接頭要安排合理。
4)在風速較大的情況下施焊,應采取防風措施。
應妥善保管剩余的焊絲,防止受潮。送絲機因拆卸較麻煩,因此應加蓋防雨保護罩。
焊接設備經長期使用后,電流表和電壓表不是很準,僅能作為參考。最好在鋼板上試焊,確定合理的工藝參數。
相關文章